If a supported board is found, the axes setup section becomes visible. Here, you control the individual axes speed and other parameters.
TinyG board:
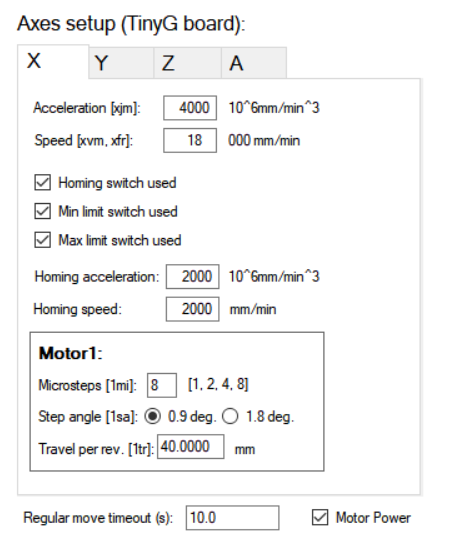
There are four tabs, one for each axis.
For “Acceleration” value, you normally want to have the fastest value that doesn’t result to shaking, abrupt speed changes, that might cause parts to shift or stall of the motor. On a relatively small and fast machine such as the LitePlacer, the acceleration has a big impact on performance. we don’t want the machine to spend too much time getting up to speed and little time using the top speed. (On TinyG board this is actually jerk, speed of acceleration change).
“Speed” is what it says, maximum speed that is used on this axis move.
“Homing/Min switch/Max switch used” enables the switches mentioned. You normally want these enabled. However, for problem solving, we want the ability to disable the switches.
“Homing acceleration/speed”: These are used when homing an axis. Since the movement range is limited after a homing switch is triggered, the homing speed should be relatively low. Use acceleration value that gives you smooth operation, but is fast enough to stop the machine before mechanical limit after a switch is triggered.
Deceleration uses the same value as acceleration.
On A (rotation) axis, there are no homing switches. On A, there is a check box “Optimize A moves”. Enabling it makes the rotation axis use shortest way to the target position. For example, from 359 deg. to 1 deg., this would make a 2 degrees move and adjust the resulting position to 1 degree instead of 361.
There is a motor connected to each axis. For motors, you can set:
Microsteps: On TinyG, you can have microstepping value 1, 2, 4 or 8. This increases movement accuracy and decreases the available motor torque. Also, the maximum step rate of the TinyG board is 50kHz, which sets an upper limit for speed and microstep values. (The board needs to generate 400 full steps per motor revolution on 0.9 deg. motors, and the step rate is multiplied by the microstep value.)
Step angle depends on the motor used. On Standard LItePlacer hardware, X, Y, and A motors have 0.9 degree step angles (400 steps/revolution), while the Z motor has 1.8 degree step angle (200 steps per revolution).
Travel per revolution tells how much physical movement one revolution causes. On standard LitePlacer hardware, X and Y axes have 40mm travel per revolution, the Z axis has 8mm and the A (rotation) axis has 160 degrees (there is a reduction from the different size pulleys on A).
on bottom, there is a regular move timeout setting. The control system waits the set amount of time for a move to be completed. If a move is not done by the timeout, the control system considers this as an error. Homing operations may take longer than this, on homing, the timeouts are automatically calculated from homing speed and machine size.
The software keeps motors powered on, actively holding position. The Motor Power checkbox allows to disable the motors and move the machine manually, if needed.
Motors timeout
When stepper motors are powered off, they loose accurate position due magnetic backslash, even if the machine is not touched. Therefore, we want to keep the motors powered off and keep accurate position. On the other hand, the motors use power when holding position, so it is not a good idea to keep them on indefinitely. To solve the dilemma, TinyG has a built-in timer. There is no message from TinyG about the timer expring, but software is aware of the timer and also keeps track of time. When the timer expires, motors are powered off. Because accurate position is also lost, the software will pop-up a window asking “Home machine now?”.
The timer default value is 300 seconds (5 minutes). You can set the value by sending text “$mt=300” (without quotes), where the value is in seconds.